热镀锌钢丝与冷镀钢丝区别
冷镀锌也叫电镀锌,是利用电解设备将管件经过除油、酸洗、后放入成分为锌盐的溶液中,并连接电解设备的负极,在管件的对面放置锌版,连接在电解设备的正极接通电源,利用电流从正极向负极的定向移动就会在管件上沉积一层锌,冷镀管件是先加工后镀锌。冷镀锌(电镀锌):是在电镀槽内通过电流单向性使锌逐渐镀上金属外表,生产速度慢,镀层均匀,厚度较薄,通常只有3-15微米,外观光亮、光滑、美观度高,耐腐蚀性差,一般几个月就会锈蚀。
热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百七十年的历史了。然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
热镀锌板的生产工序主要包括:原板准备→镀前处理→热浸镀→镀后处理→成品检验等。按照习惯往往根据镀前处理方法的。
不同把热镀锌工艺分为线外退火和线内退火两大类,即湿法 (单张钢板热镀锌法)、线外退火(单张钢板热镀锌法)、热镀锌 惠林(Wheeling)法(带钢连续热镀锌法) 、线内退火 森吉米尔(Sendzimir)法(保护气体法)、 改良森吉米尔法、美钢联法(同日本川崎法)、赛拉斯(Selas)法和莎伦(Sharon)法。热镀锌:是在加热融化的锌液内浸镀,生产速度快,镀层厚但不均匀,市场允许的最低厚度45微米,最高可达300微米以上。颜色较暗,消耗锌金属多,与基体金属形成渗入层,耐蚀性好,室外环境下热镀锌可以保持几十年。
热镀锌也称热浸锌,是将钢铁工件经过除油、除锈,呈现出无污、浸润的表面,立即浸入到预先将锌加热融熔了的镀槽中去,
在工件表面形成一层锌镀层的方法。冷镀锌则是将同样经过了除油、除诱,呈现出无污、浸润的工件挂入专门的电镀槽里的阴极上,阳极用锌。接通直流电源,阳极上的锌离子向阴极迁移,并在阴极上放电,使工件镀上一层锌层的热镀锌方法。
热镀锌的镀层较厚,一般为30-60微米,镀层防腐能力较高。适合于户外工作的钢铁制件,如高速公路围栏、电力铁塔、大尺寸紧固件等较为“粗糙”的工件的长期防锈。[6]
冷镀锌丝:是以低碳钢为芯线,通过拔丝、电镀锌工艺加工制成的金属复合材料。主要应用于制造金属丝网、高速公路护拦及建筑工程。
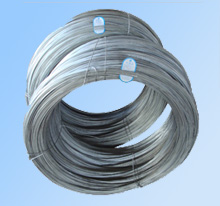
热镀锌丝:该产品应用优质碳素结构钢,经拉拔、热镀锌加工而成。广泛应用于制造金属丝网、高速公路护拦及建筑工程。具有镀层厚,抗腐蚀能力强、镀层牢固等特点。并可根据用户的特殊需求,按行业标准提供各种规格的镀锌丝。
相对电镀锌,热镀锌生产成本较高但对环境的影响比电镀小。
物理性能:热镀锌钢丝表面平滑、光洁、没有裂纹地、节、起刺、伤痕和锈蚀,镀锌层均匀、附着力强、耐腐蚀力持久,韧性和弹性极好。抗拉强度应在900Mpa-2200Mpa之间(丝径Φ0.2mm-Φ4.4mm)。扭转次数(Φ0.5mm)在20次以上,反复弯曲应在13次以上。
用 途:主要用于种植大棚,养殖场,棉花打包,弹簧及钢绞线,钢丝绳的制造. |